
ઇમેઇલ ફોર્મેટ ભૂલ
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd
સમાચાર

હેન્ડપીસનો સાચો ઉપયોગ
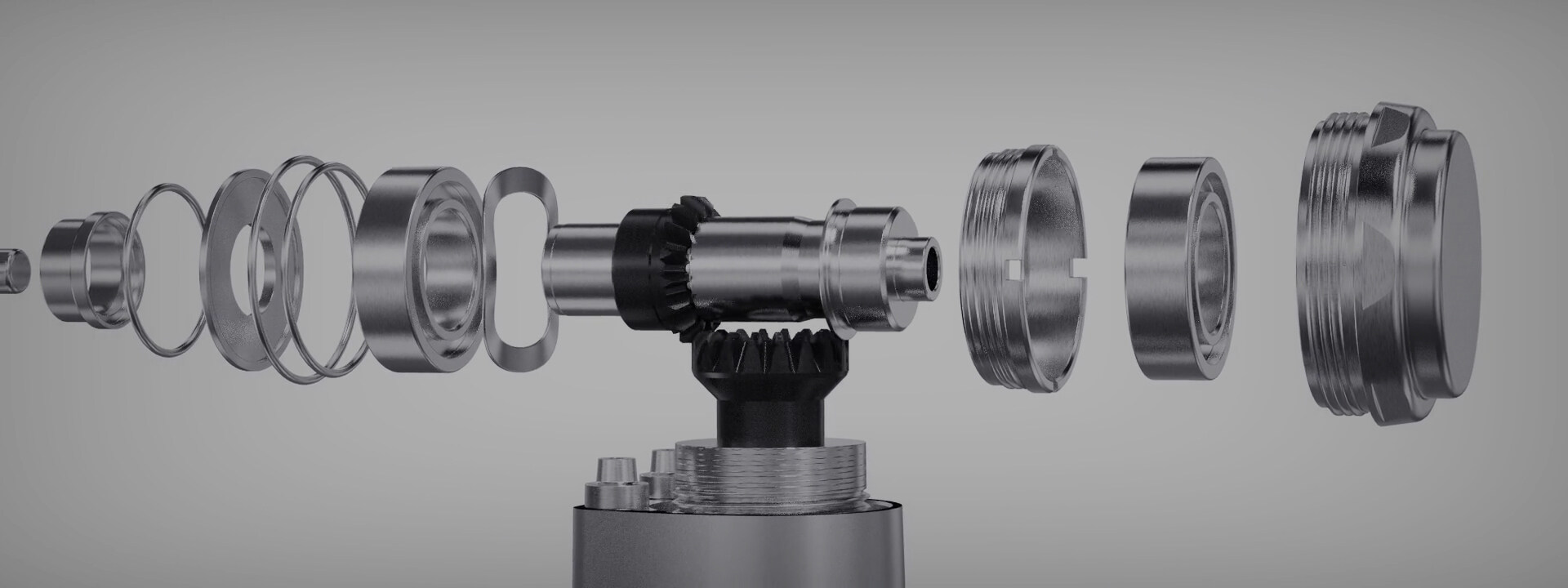
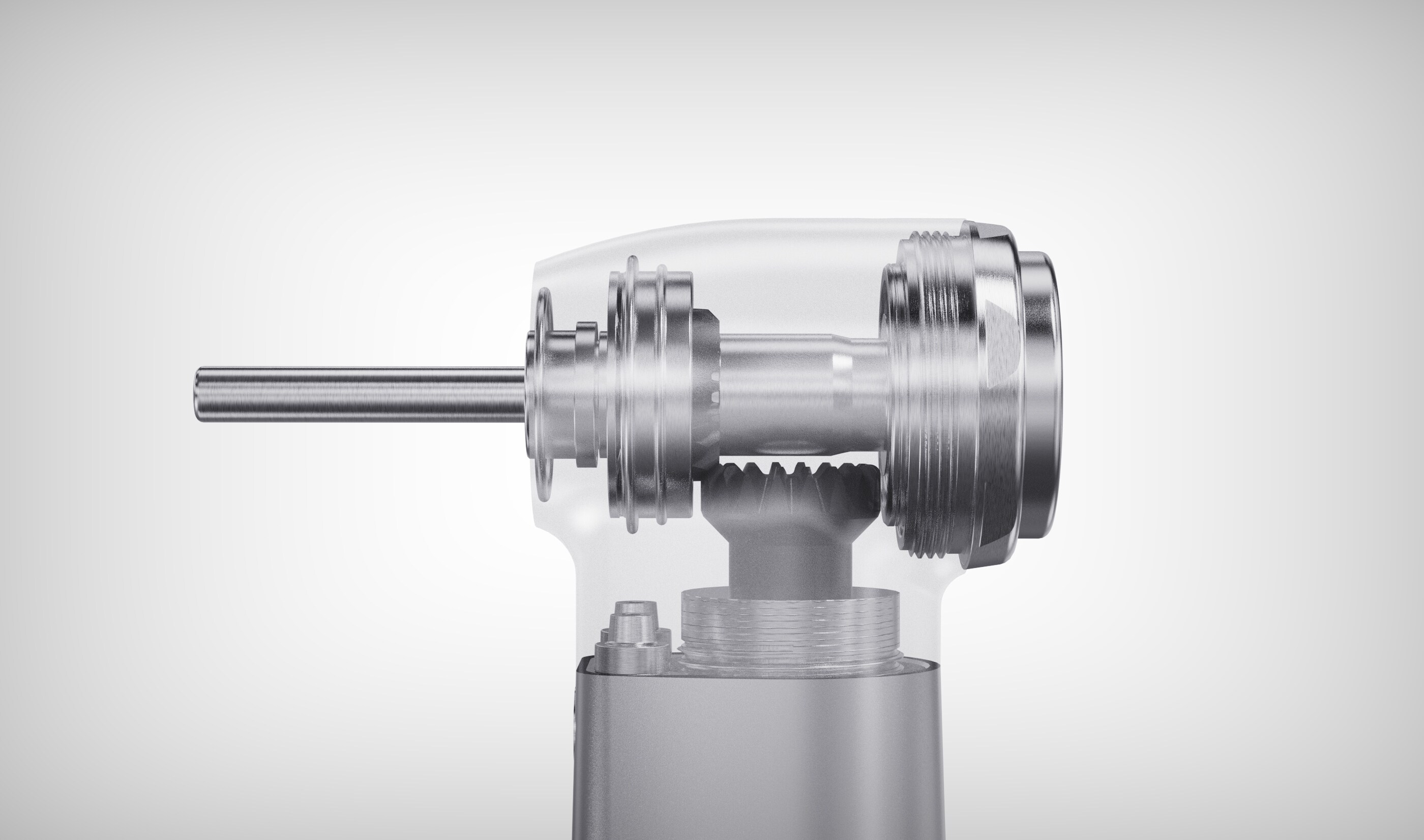
ડેન્ટલનો કાર્યકારી સિદ્ધાંતહાઈ સ્પીડ હેન્ડપીસપવનની વ્હીલને વધુ ઝડપે ફેરવવા માટે કોમ્પ્રેસ્ડ હવા દ્વારા ચલાવવામાં આવે છે, આમ દાંતની ડ્રિલિંગ અને ગ્રાઇન્ડીંગ પૂર્ણ કરવા માટે ડેન્ટલ સોય ચલાવવામાં આવે છે. ઉત્પાદનના આંતરરાષ્ટ્રીય ધોરણ (ISO7785-1) અનુસાર, રોટેશનલ સ્પીડ ≥ 160000 આરપીએમવાળી હેન્ડપીસને ડેન્ટલ હાઇ-સ્પીડ હેન્ડપીસ કહી શકાય.
હેન્ડપીસ એ ખૂબ જ ચોક્કસ ડેન્ટલ મેડિકલ ઇન્સ્ટ્રુમેન્ટ છે. તેનો ઉપયોગ કરી શકાય છે અને યોગ્ય રીતે જાળવી શકાય છે તે હેન્ડપીસના સેવા જીવનને સીધી અસર કરશે. આ માટે હેન્ડપીસના વપરાશકર્તાઓને હેન્ડપીસના સાચા ઉપયોગ અને જાળવણી માટે જરૂરી છે.

સાચો ઉપયોગહાથપગઓ
સાચો અભિગમ
જેમ કે હેન્ડપીસનું બેરિંગ ખૂબ નાનું છે, તે ખૂબ કાપી નાખવાની શક્તિ સહન કરી શકતું નથી, તેથી ઇંચિંગ પદ્ધતિનો ઉપયોગ શક્ય ત્યાં સુધી થવો જોઈએ, અને ઇફેક્ટ કવાયતનો ઉપયોગ ઉતાવળમાં ન થવો જોઈએ. ખોટી પદ્ધતિઓ ખૂબ ટૂંકા સમયમાં બેરિંગને નુકસાન પહોંચાડે છે, ખાસ કરીને જ્યારે બેકડ ચુંબકીય દાંત તૈયાર કરે છે.
લાગુ પસંદ કરો સોય
વિવિધ કાર્યો, સુવિધાઓ અને ફરતી ગતિવાળા હેન્ડપીસ માટે ઉપયોગમાં લેવામાં આવતી સોયની કેટલીક આવશ્યકતાઓ હોય છે. હેન્ડપીસની ફરતી ગતિને પૂર્ણ કરતી સોયનો ઉપયોગ કરવો આવશ્યક છે. બેન્ટ, ધ્રુજારી, પહેરવામાં અથવા ખૂબ લાંબી અથવા ખૂબ ટૂંકી સોય, ખાસ કરીને મીની હેન્ડપીસનો ઉપયોગ કરશો નહીં. સોયની કુલ લંબાઈ (હેન્ડલ્સ સહિત) 17 મીમીથી વધી શકતી નથી. ગ્રંથિના ક્લેમ્પિંગ સોયના હેન્ડસેટનો ઉપયોગ કરતી વખતે સોયનો વ્યાસ 1.592 અને 1.6 મીમીની વચ્ચે રહેશે. જો સોયનો વ્યાસ 1.59 મીમી કરતા ઓછો હોય, તો તે અસુરક્ષિત ક્લેમ્પિંગને કારણે ઉડશે, પરિણામે તબીબી અકસ્માતો થાય છે.
નિશ્ચિત lંજણ
સૌ પ્રથમ, લાયક લ્યુબ્રિકેટિંગ તેલ પસંદ કરવું જોઈએ. હાલમાં, બજારમાં કેટલાક ઓછા ખર્ચે "હેન્ડપીસ ક્લીનિંગ લ્યુબ્રિકન્ટ્સ" નીચા-ગુણવત્તાવાળા industrial દ્યોગિક તેલથી બનેલા છે, જે હેન્ડપીસ બેરિંગ્સને ભારે નુકસાન પહોંચાડે છે. બીજું, સામાન્ય ઉપયોગ દરમિયાન, દિવસમાં ઓછામાં ઓછા બે વાર લ્યુબ્રિકેટિંગ તેલ સાફ કરો, અને વંધ્યીકરણ પહેલાં અને પછી હેન્ડપીસને સાફ અને લુબ્રિકેટ કરો.
યોગ્ય સેવન દબાણ
જો એર ઇનલેટ પ્રેશર ખૂબ ઓછું હોય, તો હેન્ડસેટની ગતિ અને ટોર્ક ખૂબ ઓછી હશે, જે સામાન્ય કામગીરીને અસર કરશે. જો દબાણ ખૂબ વધારે છે, તો બેરિંગને ઝડપથી નુકસાન થશે. યોગ્ય એર ઇનલેટ પ્રેશર 0.20 - 0.25 એમપીએ છે. યોગ્ય એર ઇનલેટ પ્રેશર હેન્ડપીસના પાછળના ભાગમાં એર ઇનલેટ કનેક્ટર પર માપેલા દબાણનો સંદર્ભ આપે છે, સારવાર ટેબલ પર પ્રેશર ગેજ પ્રેશર નહીં. બંને વચ્ચે થોડો તફાવત છે. પાઇપલાઇનની ખોટને કારણે, સારવાર ટેબલ પર પ્રેશર ગેજનું ગેજ પ્રેશર હેન્ડપીસના ઇનલેટ પ્રેશર કરતા વધારે છે.